| Line 5: | Line 5: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | <span style="text-align: center; font-size: 75%;"><sup>a</sup>Grupo de Elasticidad y Resistencia de Materiales, Escuela Técnica Superior de Ingenieros, Universidad de Sevilla, Sevilla 41092, España</span></div> | + | <span style="text-align: center; font-size: 75%;"><sup>a</sup> Grupo de Elasticidad y Resistencia de Materiales, Escuela Técnica Superior de Ingenieros, Universidad de Sevilla, Sevilla 41092, España</span></div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 26: | Line 26: | ||
<span style="text-align: center; font-size: 75%;">Accesible online 21 de Junio 2017</span> | <span style="text-align: center; font-size: 75%;">Accesible online 21 de Junio 2017</span> | ||
| − | | rowspan=' | + | | rowspan='1' style="vertical-align: top;"|<span style="text-align: center; font-size: 75%;">La evaluación de la calidad de las uniones encoladas composite-composite es un problema de vital importancia para el sector aeronáutico ya que una unión defectuosa no solo paraliza el proceso productivo sino que su reparación lleva asociados unos costes a veces de muy alta cuantía. Actualmente la calidad de la unión se lleva a cabo mediante un ensayo de tenacidad a fractura interlaminar, midiéndose para ello el G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> en una probeta encolada teóricamente bajo las mismas condiciones que la pieza real. La medida de G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> se realiza mediante el ensayo DCB o bien mediante el ensayo de pelado a tambor Drum Peel. Ambos ensayos no se pueden llevar a cabo sobre la pieza real o bien no son susceptibles de llevarlos a cabo “in situ”. En este artículo se presenta un dispositivo que permite llevar a cabo el ensayo de pelado sobre la pieza real siendo los resultados obtenidos comparables con los que se obtendrían con los procedimientos habituales de DCB y Drum Peel.</span> |
| − | <span style="text-align: center; font-size: 75%;">Para comprobar la validez del dispositivo experimental desarrollado, se ha llevado a cabo una campaña experimental consistente en ensayar laminados no simétricos composite-compostie con las diferentes técnicas comparando los valores de G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;">obtenidos. Un estudio numérico llevado a cabo en otro trabajo avala que la evaluación de G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> a partir de los resultados experimentales es adecuada.</span> | + | <span style="text-align: center; font-size: 75%;">Para comprobar la validez del dispositivo experimental desarrollado, se ha llevado a cabo una campaña experimental consistente en ensayar laminados no simétricos composite-compostie con las diferentes técnicas comparando los valores de G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> obtenidos. Un estudio numérico llevado a cabo en otro trabajo avala que la evaluación de G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> a partir de los resultados experimentales es adecuada.</span> |
| Line 54: | Line 54: | ||
<span style="text-align: center; font-size: 75%;">Climbing Drum Peel</span> | <span style="text-align: center; font-size: 75%;">Climbing Drum Peel</span> | ||
| − | | rowspan=' | + | | rowspan='1' style="vertical-align: top;"|<span style="text-align: center; font-size: 75%;">The evaluation of the quality of composite-composite bonded joints is a major problem for the aeronautical sector given by the fact that a defective joint not only could paralyze the productive process, but it could also involve very high restoration costs. Currently, the quality of the bond is quantified by an interlaminar fracture toughness test. This test measures G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> in a test piece that is bonded theoretically under the same conditions as the actual piece. The measurement of G<sub>IC</sub></span><span style="text-align: center; font-size: 75%;"> is performed by the DCB test or by the Drum Peel test. Both tests cannot be carried out on the actual part or "in situ". The present article shows a device that carries out the peeling test on the real part allowing to obtain results comparable to those that could be obtained with the traditional procedures of DCB and Drum Peel.</span> |
| − | <span style="text-align: center; font-size: 75%;">In order to verify the validity of the new device that has been designed, an experimental campaign has been carried out to test non-symmetrical composite-composite laminates with different techniques, by comparing the different G<sub> | + | <span style="text-align: center; font-size: 75%;">In order to verify the validity of the new device that has been designed, an experimental campaign has been carried out to test non-symmetrical composite-composite laminates with different techniques, by comparing the different G<sub>IC </sub></span><span style="text-align: center; font-size: 75%;">values obtained. A numerical study carried out in another paper confirms that the evaluation of G<sub>IC </sub></span><span style="text-align: center; font-size: 75%;">obtained with the experimental results is adequate.</span> |
| Line 64: | Line 64: | ||
| − | ==1 Introducción== | + | =='''1''' == |
| + | |||
| + | =='''2''' Introducción== | ||
Conocer el comportamiento de propagación de grieta para uniones encoladas es de vital importancia en el sector aeronáutico. Por ello, se llevan a cabo una serie de ensayos para analizar el estado del encolado y predecir su comportamiento frente a las posibles tensiones a las que pueda estar sometido a lo largo de su vida. | Conocer el comportamiento de propagación de grieta para uniones encoladas es de vital importancia en el sector aeronáutico. Por ello, se llevan a cabo una serie de ensayos para analizar el estado del encolado y predecir su comportamiento frente a las posibles tensiones a las que pueda estar sometido a lo largo de su vida. | ||
| Line 75: | Line 77: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{G}_{C}=\frac{\Delta U}{\Delta A}=\frac{\Delta U}{b\Delta a}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (1) | | style="width: 5px;text-align: right;white-space: nowrap;" | (1) | ||
| Line 86: | Line 88: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image5.png|384px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 96: | Line 98: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{G}_{IC}=\frac{A}{bL}{10}^{3}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (2) | | style="width: 5px;text-align: right;white-space: nowrap;" | (2) | ||
| Line 107: | Line 109: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image6.png|342px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 119: | Line 121: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{G}_{C}=\frac{({F}_{d}-{F}_{w})({R}_{2}-{R}_{1})}{{bR}_{1}}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (3) | | style="width: 5px;text-align: right;white-space: nowrap;" | (3) | ||
| Line 131: | Line 133: | ||
El inconveniente del ensayo radica en su imposibilidad para llevarlo a cabo in situ. | El inconveniente del ensayo radica en su imposibilidad para llevarlo a cabo in situ. | ||
| − | == | + | =='''3''' Una nueva propuesta de ensayo== |
Se trata de diseñar un equipo que permita realizar un ensayo in situ sobre una lámina de pequeño espesor encolada a una piel con objeto de determinar G<sub>C</sub>. El principal objetivo es que se puedan realizar los ensayos de forma autónoma y sencilla, tanto el procedimiento experimental como el procesamiento de resultados. En particular, se desea eliminar la necesidad de medir la longitud de la grieta por su elevada dificultad de detección e inexactitud. Con estas exigencias, se presenta una propuesta de ensayo basado en un pelado con tambor horizontal, tal y como se observa en la Figura 3. | Se trata de diseñar un equipo que permita realizar un ensayo in situ sobre una lámina de pequeño espesor encolada a una piel con objeto de determinar G<sub>C</sub>. El principal objetivo es que se puedan realizar los ensayos de forma autónoma y sencilla, tanto el procedimiento experimental como el procesamiento de resultados. En particular, se desea eliminar la necesidad de medir la longitud de la grieta por su elevada dificultad de detección e inexactitud. Con estas exigencias, se presenta una propuesta de ensayo basado en un pelado con tambor horizontal, tal y como se observa en la Figura 3. | ||
| Line 145: | Line 147: | ||
{| | {| | ||
|- | |- | ||
| − | | [[Image:Castro_et_al_2019b-picture- | + | | [[Image:Castro_et_al_2019b-picture-shape_0.svg|center|234px]] |
| − | | [[Image:Castro_et_al_2019b- | + | | [[Image:Castro_et_al_2019b-image7.png|center|264px]] |
|} | |} | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image8.png|264px]] |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image9.png|492px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | <span style="text-align: center; font-size: 75%;"> | + | <span style="text-align: center; font-size: 75%;">(c)</span></div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 161: | Line 163: | ||
Los resultados satisfactorios obtenidos con el prototipo 3 hicieron evolucionar esta idea hasta el equipo final HDP_01 (Patente No 201730163) mostrado en la Figura 4. La rotación del tambor se provoca mediante un motor que mueve una cadena cinemática para conseguir una velocidad adecuada de rotación. Una célula de torsión mide el par necesario para pelar/liar la piel sobre el tambor. A partir de la medida del par se calcula el valor de G<sub>C</sub>. | Los resultados satisfactorios obtenidos con el prototipo 3 hicieron evolucionar esta idea hasta el equipo final HDP_01 (Patente No 201730163) mostrado en la Figura 4. La rotación del tambor se provoca mediante un motor que mueve una cadena cinemática para conseguir una velocidad adecuada de rotación. Una célula de torsión mide el par necesario para pelar/liar la piel sobre el tambor. A partir de la medida del par se calcula el valor de G<sub>C</sub>. | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image10-c.png|600px]] |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 170: | Line 172: | ||
El despegue no supone ningún problema y se produce siempre que el radio del tambor sea distinto del crítico (que es función de la rigidez de las láminas y de las propiedades del adhesivo). Si el radio del tambor es superior al crítico, el patrón de despegue se mantiene constante durante el proceso de pelado y no ocurriendo así, si es inferior al crítico. Por otro lado, conviene también un radio de tambor grande para así minimizar las tensiones de flexión que se originarían en la piel liada. En base a lo anterior y a la realización de un estudio paramétrico para los valores de rigidez y de propiedades de adhesivos, se consideró que el diámetro de tambor más adecuado fuese superior 150 mm adoptándose 190 mm [7]. | El despegue no supone ningún problema y se produce siempre que el radio del tambor sea distinto del crítico (que es función de la rigidez de las láminas y de las propiedades del adhesivo). Si el radio del tambor es superior al crítico, el patrón de despegue se mantiene constante durante el proceso de pelado y no ocurriendo así, si es inferior al crítico. Por otro lado, conviene también un radio de tambor grande para así minimizar las tensiones de flexión que se originarían en la piel liada. En base a lo anterior y a la realización de un estudio paramétrico para los valores de rigidez y de propiedades de adhesivos, se consideró que el diámetro de tambor más adecuado fuese superior 150 mm adoptándose 190 mm [7]. | ||
| − | == | + | =='''4''' Cálculo de G<sub>C</sub>== |
Siempre que el patrón de despegue se mantenga durante el ensayo no se necesita medir la grieta, ya que lo que se enrolla es lo que aumenta la grieta. | Siempre que el patrón de despegue se mantenga durante el ensayo no se necesita medir la grieta, ya que lo que se enrolla es lo que aumenta la grieta. | ||
| Line 181: | Line 183: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{G}_{C}=\frac{\Delta U}{\Delta A}=\frac{\Delta U}{b\Delta a}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (4) | | style="width: 5px;text-align: right;white-space: nowrap;" | (4) | ||
| Line 191: | Line 193: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">\Delta a={R}_{L}\Delta \theta</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (5) | | style="width: 5px;text-align: right;white-space: nowrap;" | (5) | ||
| Line 201: | Line 203: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{R}_{L}=\frac{{D}_{t}+t}{2}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (6) | | style="width: 5px;text-align: right;white-space: nowrap;" | (6) | ||
| Line 214: | Line 216: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">\Delta U=({M}_{d}-{M}_{w})\Delta \theta</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (7) | | style="width: 5px;text-align: right;white-space: nowrap;" | (7) | ||
| Line 220: | Line 222: | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image11.png|600px]] |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 234: | Line 236: | ||
{| style="text-align: center; margin:auto;" | {| style="text-align: center; margin:auto;" | ||
|- | |- | ||
| − | | | + | | <math display="inline">{G}_{c}=\frac{({M}_{d}-{M}_{w})}{{bR}_{L}}</math> |
|} | |} | ||
| style="width: 5px;text-align: right;white-space: nowrap;" | (8) | | style="width: 5px;text-align: right;white-space: nowrap;" | (8) | ||
| Line 240: | Line 242: | ||
| − | == | + | =='''5''' Procedimiento del ensayo HDP== |
Para utilizar el Horizontal Drum Peel se emplean probetas de 25 mm de ancho (b) con una zona no pegada, usualmente se emplea una lámina desmoldeante, de al menos 100 mm y una zona con adhesivo de 150 mm como mínimo. El procedimiento se realiza en un solo ensayo, obteniendo el momento torsor frente al desplazamiento en todo momento. Se consigue el momento de liado (M<sub>w</sub>) en el primer tramo de probeta y, en el segundo, donde se encuentra el adhesivo, se halla el momento de pelado+liado (M<sub>d</sub>). El HDP_01 impone un giro y tiene un desplazamiento libre. Se realiza el ensayo a una velocidad de 60 mm/min. Se mide el ancho y el espesor de la probeta y se calcula G<sub>C</sub>. | Para utilizar el Horizontal Drum Peel se emplean probetas de 25 mm de ancho (b) con una zona no pegada, usualmente se emplea una lámina desmoldeante, de al menos 100 mm y una zona con adhesivo de 150 mm como mínimo. El procedimiento se realiza en un solo ensayo, obteniendo el momento torsor frente al desplazamiento en todo momento. Se consigue el momento de liado (M<sub>w</sub>) en el primer tramo de probeta y, en el segundo, donde se encuentra el adhesivo, se halla el momento de pelado+liado (M<sub>d</sub>). El HDP_01 impone un giro y tiene un desplazamiento libre. Se realiza el ensayo a una velocidad de 60 mm/min. Se mide el ancho y el espesor de la probeta y se calcula G<sub>C</sub>. | ||
| − | [[Image:Castro_et_al_2019b-picture- | + | [[Image:Castro_et_al_2019b-picture- 1.svg|center|600px]] |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 252: | Line 254: | ||
El equipo es totalmente autónomo y se fija a cualquier superficie con unas ventosas en los extremos del dispositivo. Se puede regular la altura para adecuarse lo mejor posible a las irregularidades u obstáculos que se encuentren alrededor de la probeta que se quiera ensayar. El sistema consta de un software de control de Lab-View para el procesamiento de datos. | El equipo es totalmente autónomo y se fija a cualquier superficie con unas ventosas en los extremos del dispositivo. Se puede regular la altura para adecuarse lo mejor posible a las irregularidades u obstáculos que se encuentren alrededor de la probeta que se quiera ensayar. El sistema consta de un software de control de Lab-View para el procesamiento de datos. | ||
| − | == | + | =='''6''' Resultados experimentales== |
Para evaluar la validez del dispositivo final se comparan resultados obtenidos con el Climbing Drum Peel y el Horizontal Drum Peel. Se ha seguido la norma EN2243- 3 [8] para realizar el Climbing Drum Peel. Se emplean cinta a 0º y un tejido a 45⁰ para la comparación de resultados. Los datos de la cinta son: | Para evaluar la validez del dispositivo final se comparan resultados obtenidos con el Climbing Drum Peel y el Horizontal Drum Peel. Se ha seguido la norma EN2243- 3 [8] para realizar el Climbing Drum Peel. Se emplean cinta a 0º y un tejido a 45⁰ para la comparación de resultados. Los datos de la cinta son: | ||
| − | {| style="width: | + | {| style="width: 78%;margin: 1em auto 0.1em auto;border-collapse: collapse;" |
|- | |- | ||
| − | | colspan='7' style="border: 1pt solid black;text-align: center;"|Lámina a pelar | + | | colspan='7' style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''Lámina a pelar''' |
| − | | colspan='4' style="border: 1pt solid black;text-align: center;"|Adhesivo | + | | colspan='4' style="border-left: 1pt solid black;border-bottom: 2pt solid black;border-right: 1pt solid black;text-align: center;"|'''Adhesivo''' |
|- | |- | ||
| style="border: 1pt solid black;text-align: center;"|E<sub>11</sub> | | style="border: 1pt solid black;text-align: center;"|E<sub>11</sub> | ||
| Line 289: | Line 291: | ||
Los resultados obtenidos para la cinta son: | Los resultados obtenidos para la cinta son: | ||
| − | {| style="width: | + | {| style="width: 76%;margin: 1em auto 0.1em auto;border-collapse: collapse;" |
|- | |- | ||
| − | | style="border-bottom: 1pt solid black | + | | style="border-bottom: 1pt solid black;"| |
| colspan='6' style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''Climbing Drum Peel''' | | colspan='6' style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''Climbing Drum Peel''' | ||
| colspan='6' style="border-left: 1pt solid black;border-bottom: 1pt solid black;text-align: center;"|'''Horizontal Drum Peel''' | | colspan='6' style="border-left: 1pt solid black;border-bottom: 1pt solid black;text-align: center;"|'''Horizontal Drum Peel''' | ||
| Line 306: | Line 308: | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|M<sub>w</sub> (Nm) | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|M<sub>w</sub> (Nm) | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''G<sub>C</sub> (J/m<sup>2</sup>)''' | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''G<sub>C</sub> (J/m<sup>2</sup>)''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|1 | | style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|1 | ||
| Line 318: | Line 321: | ||
| style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,51 | | style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,51 | ||
| style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;vertical-align: bottom;"|'''598,5''' | | style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;vertical-align: bottom;"|'''598,5''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|2 | | style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|2 | ||
| Line 330: | Line 334: | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,48 | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,48 | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''671,6''' | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''671,6''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|3 | | style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|3 | ||
| Line 342: | Line 347: | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,52 | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,52 | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''549,5''' | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''549,5''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|4 | | style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|4 | ||
| Line 354: | Line 360: | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,54 | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,54 | ||
| style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''598,6''' | | style="border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''598,6''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| style="border: 1pt solid black;text-align: center;"|5 | | style="border: 1pt solid black;text-align: center;"|5 | ||
| Line 366: | Line 373: | ||
| style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,49 | | style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|0,49 | ||
| style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''568,5''' | | style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''568,5''' | ||
| + | | style="vertical-align: top;"| | ||
|- | |- | ||
| − | | rowspan=' | + | | rowspan='1' colspan='4' style="border-top: 1pt solid black;text-align: center;"| |
| colspan='2' style="border-top: 1pt solid black;border-right: 1pt solid black;text-align: right;"|Valor Medio | | colspan='2' style="border-top: 1pt solid black;border-right: 1pt solid black;text-align: right;"|Valor Medio | ||
| style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''606,5''' | | style="border-top: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''606,5''' | ||
| Line 383: | Line 391: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image13.png|438px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 389: | Line 397: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image14.png|438px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 396: | Line 404: | ||
Para el tejido se procede de manera similar. Los datos nominales del material son: | Para el tejido se procede de manera similar. Los datos nominales del material son: | ||
| − | {| style="width: | + | {| style="width: 75%;margin: 1em auto 0.1em auto;border-collapse: collapse;" |
|- | |- | ||
| − | | colspan='7' style="border: 1pt solid black;text-align: center;"|Lámina a pelar | + | | colspan='7' style="border-left: 1pt solid black;border-bottom: 1pt solid black;border-right: 1pt solid black;text-align: center;"|'''Lámina a pelar''' |
| − | | colspan='4' style="border: 1pt solid black;text-align: center;"|Adhesivo | + | | colspan='4' style="border-left: 1pt solid black;border-bottom: 2pt solid black;border-right: 1pt solid black;text-align: center;"|'''Adhesivo''' |
|- | |- | ||
| style="border: 1pt solid black;text-align: center;"|E<sub>11</sub>= E<sub>22</sub> | | style="border: 1pt solid black;text-align: center;"|E<sub>11</sub>= E<sub>22</sub> | ||
| Line 407: | Line 415: | ||
| style="border: 1pt solid black;text-align: center;"|Esp. (t) | | style="border: 1pt solid black;text-align: center;"|Esp. (t) | ||
| style="border: 1pt solid black;text-align: center;"|E<sub>x</sub> | | style="border: 1pt solid black;text-align: center;"|E<sub>x</sub> | ||
| − | | style="border: 1pt solid black | + | | style="border: 1pt solid black;"|σ<sub>adm</sub> |
| style="border: 1pt solid black;text-align: center;"|τ<sub>adm</sub> | | style="border: 1pt solid black;text-align: center;"|τ<sub>adm</sub> | ||
| style="border: 1pt solid black;text-align: center;"|σ<sub>adm</sub> | | style="border: 1pt solid black;text-align: center;"|σ<sub>adm</sub> | ||
| Line 429: | Line 437: | ||
Para una mejor comparación de resultados, la misma probeta se ensaya mediante pelado vertical (no pelando totalmente la probeta) y posteriormente mediante el pelado horizontal. Los resultados obtenidos son: | Para una mejor comparación de resultados, la misma probeta se ensaya mediante pelado vertical (no pelando totalmente la probeta) y posteriormente mediante el pelado horizontal. Los resultados obtenidos son: | ||
| − | {| style="width: | + | {| style="width: 74%;margin: 1em auto 0.1em auto;border-collapse: collapse;" |
|- | |- | ||
| colspan='4' style="border-right: 1pt solid black;text-align: center;"| | | colspan='4' style="border-right: 1pt solid black;text-align: center;"| | ||
| Line 518: | Line 526: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image17.png|444px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 524: | Line 532: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Castro_et_al_2019b- | + | [[Image:Castro_et_al_2019b-image18.png|438px]] </div> |
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
<span style="text-align: center; font-size: 75%;">'''Figura 10. '''Resultados obtenidos para tejido con Horizontal Drum Peel.</span></div> | <span style="text-align: center; font-size: 75%;">'''Figura 10. '''Resultados obtenidos para tejido con Horizontal Drum Peel.</span></div> | ||
| − | == | + | =='''7''' Conclusiones== |
Las conclusiones más relevantes son: | Las conclusiones más relevantes son: | ||
| Line 560: | Line 568: | ||
[8] CEN. 2005. “EN2243-3 (norma ICS 49.025.50)”; ''Aerospace series – Non-metallic materials – Structural adhesives – Test method – Part 3: Peeling test metal-honeycomb core''. Bruselas. | [8] CEN. 2005. “EN2243-3 (norma ICS 49.025.50)”; ''Aerospace series – Non-metallic materials – Structural adhesives – Test method – Part 3: Peeling test metal-honeycomb core''. Bruselas. | ||
| − | |||
| − | |||
Revision as of 12:30, 7 May 2022
| Evaluación experimental de la calidad de una unión encolada composite-composite mediante ensayos de pelado | |
| |
|
| Historia del artículo:
Recibido 5 de Mayo 2017 En la versión revisada 5 de Mayo 2017 Aceptado 31 de Mayo 2017 Accesible online 21 de Junio 2017 |
La evaluación de la calidad de las uniones encoladas composite-composite es un problema de vital importancia para el sector aeronáutico ya que una unión defectuosa no solo paraliza el proceso productivo sino que su reparación lleva asociados unos costes a veces de muy alta cuantía. Actualmente la calidad de la unión se lleva a cabo mediante un ensayo de tenacidad a fractura interlaminar, midiéndose para ello el GIC en una probeta encolada teóricamente bajo las mismas condiciones que la pieza real. La medida de GIC se realiza mediante el ensayo DCB o bien mediante el ensayo de pelado a tambor Drum Peel. Ambos ensayos no se pueden llevar a cabo sobre la pieza real o bien no son susceptibles de llevarlos a cabo “in situ”. En este artículo se presenta un dispositivo que permite llevar a cabo el ensayo de pelado sobre la pieza real siendo los resultados obtenidos comparables con los que se obtendrían con los procedimientos habituales de DCB y Drum Peel.
Para comprobar la validez del dispositivo experimental desarrollado, se ha llevado a cabo una campaña experimental consistente en ensayar laminados no simétricos composite-compostie con las diferentes técnicas comparando los valores de GIC obtenidos. Un estudio numérico llevado a cabo en otro trabajo avala que la evaluación de GIC a partir de los resultados experimentales es adecuada.
|
| Palabras clave:
Tenacidad a fractura interlaminar Uniones adhesivas no simetricas Climbing Drum Peel | |
| Experimental evaluation of the quality of a composite-composite adhesive joint by peeling tests | |
| |
|
| Keywords:
Interlaminar fracture toughness Non symmetrical bonded joints Climbing Drum Peel |
The evaluation of the quality of composite-composite bonded joints is a major problem for the aeronautical sector given by the fact that a defective joint not only could paralyze the productive process, but it could also involve very high restoration costs. Currently, the quality of the bond is quantified by an interlaminar fracture toughness test. This test measures GIC in a test piece that is bonded theoretically under the same conditions as the actual piece. The measurement of GIC is performed by the DCB test or by the Drum Peel test. Both tests cannot be carried out on the actual part or "in situ". The present article shows a device that carries out the peeling test on the real part allowing to obtain results comparable to those that could be obtained with the traditional procedures of DCB and Drum Peel.
In order to verify the validity of the new device that has been designed, an experimental campaign has been carried out to test non-symmetrical composite-composite laminates with different techniques, by comparing the different GIC values obtained. A numerical study carried out in another paper confirms that the evaluation of GIC obtained with the experimental results is adequate.
|
1
2 Introducción
Conocer el comportamiento de propagación de grieta para uniones encoladas es de vital importancia en el sector aeronáutico. Por ello, se llevan a cabo una serie de ensayos para analizar el estado del encolado y predecir su comportamiento frente a las posibles tensiones a las que pueda estar sometido a lo largo de su vida.
La propagación de una grieta entre láminas de material compuesto [1] o entre dos láminas unidas mediante adhesivo [2] está controlada por la tenacidad a fractura interlaminar. La medida de la tenacidad se define como la energía liberada por cada unidad de área abierta de grieta (GC).
|
|
(1) |
Siendo U la energía empleada en propagar la grieta en función de la carga y del desplazamiento asociado; a la longitud de grieta; y b el ancho del espécimen.
Para el caso de configuraciones simétricas (idénticos laminados a ambos lados de la grieta) el valor de GC calculado coincide con GIC. El ensayo, denominado DCB [3,4] (Figura 1), consiste en someter a una probeta “pre-agrietada” a una fuerza de pelado hasta conseguir la propagación de la grieta. Durante la propagación se registra la fuerza y el desplazamiento de la cruceta y se anota la longitud de grieta para diferentes niveles de carga.

|
|
(2) |
Uno de los principales problemas asociados al ensayo radica en la necesidad de tener que medir la longitud de grieta durante la realización del mismo y también en la evaluación de la tenacidad ante situaciones en la que el crecimiento de la grieta es a saltos.
Actualmente, y con objeto de paliar algunos de los inconvenientes anteriormente comentados y de poder evaluar uniones no simétricas, se está usando el ensayo de pelado a tambor [5,6] sobre todo cuando una de las partes a pelar tiene poca rigidez (pequeño espesor).

El ensayo (Figura 2) consta de dos fases: la primera de “Pelado y Liado” (Peeling & Rolling), y la segunda de únicamente “Liado” (Rolling). En la fase 1 se pela la probeta a medida que el tambor la va enrollando, por lo tanto, la carga que se obtiene corresponde a ambos efectos, al pelado y al liado del tambor (Fd). La segunda fase consiste en liar la probeta en el tambor, por lo que se obtiene la carga de liado (Fw). Una vez realizadas ambas etapas, se consigue la fuerza de pelado restando las cargas obtenidas. A partir de las fuerzas de pelado se determina la tenacidad a fractura (GC) [5].
|
|
(3) |
Siendo R2 y R1 los radios del tambor y b el ancho del espécimen.
En este ensayo se consigue obtener GC sin necesidad de medir la grieta; además de ser un ensayo sencillo de realizar. Sin embargo, no se puede despreciar que el Drum Peel provoca un modo mixto de fractura, siendo imposible hallar GIC mediante este ensayo, pero obteniendo en su lugar GC. No obstante lo anterior, estudios numéricos realizados ponen de manifiesto que la mixicidad de modos es pequeña y que predominantemente se origina modo I, por lo que el valor de GC está próximo al de GIC.
El inconveniente del ensayo radica en su imposibilidad para llevarlo a cabo in situ.
3 Una nueva propuesta de ensayo
Se trata de diseñar un equipo que permita realizar un ensayo in situ sobre una lámina de pequeño espesor encolada a una piel con objeto de determinar GC. El principal objetivo es que se puedan realizar los ensayos de forma autónoma y sencilla, tanto el procedimiento experimental como el procesamiento de resultados. En particular, se desea eliminar la necesidad de medir la longitud de la grieta por su elevada dificultad de detección e inexactitud. Con estas exigencias, se presenta una propuesta de ensayo basado en un pelado con tambor horizontal, tal y como se observa en la Figura 3.
La idea primitiva era similar al ensayo Drum Peel pero en posición horizontal. El arrastre del tambor se realizaría mediante un actuador neumático provisto de célula de carga y captador de desplazamiento. El empuje del actuador sobre el eje obligaría a mover el piñón, solidario al tambor, sobre la cremallera lo que originaría el giro del tambor. Unas guías lineales garantizarían el centrado durante el desplazamiento y evitarían cualquier desplazamiento vertical que pudiera originarse (Figura 3a).
Este prototipo presentaba un problema grave, el movimiento de traslación era diferente al desplazamiento lineal del tambor, por lo tanto, se está sometiendo la probeta a tracción durante el ensayo. Para superar este inconveniente, se evoluciona a un segundo modelo en el que se usa un mecanismo algo más complejo. Se emplea un piñón y una correa dentada, que, jugando con relaciones de trasmisión, permita que el desplazamiento horizontal sea igual que el desarrollo circunferencial que originaría la rotación del tambor (Figura 3b). Dicho dispositivo resulta válido, pero al jugar un papel importante la relación entre el avance y el liado, el diámetro del tambor debería ser variable, ya que el radio a considerar es suma del radio del tambor y de la mitad del espesor del espécimen.
Para soslayar dicho inconveniente se consideró que el avance no estuviese condicionado. Para ello se propuso eliminar la cremallera y sustituirla por un actuador por motor que hiciese girar el tambor, el avance es automático y se produce a medida que la piel se enrolla al tambor. (Figura 3c).
| |
 |
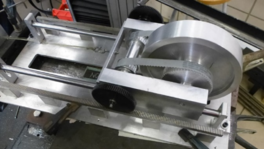


Los resultados satisfactorios obtenidos con el prototipo 3 hicieron evolucionar esta idea hasta el equipo final HDP_01 (Patente No 201730163) mostrado en la Figura 4. La rotación del tambor se provoca mediante un motor que mueve una cadena cinemática para conseguir una velocidad adecuada de rotación. Una célula de torsión mide el par necesario para pelar/liar la piel sobre el tambor. A partir de la medida del par se calcula el valor de GC.

Para conocer en profundidad el comportamiento del espécimen durante la realización del ensayo y poder fijar de forma adecuada las dimensiones del tambor, la capacidad de la célula de carga y la potencia del motor, se realizaron simulaciones numéricas que permitieron además ver la influencia que tenían los diferentes parámetros asociados al ensayo (rigidez de las láminas, propiedades del adhesivo….) [4]. Además, el estudio numérico puso de manifiesto que en el proceso de enrollado la capa de laminado se separa del tambor tendiendo a una curvatura crítica. Esta curvatura es independiente del radio del tambor. Si a la piel le imponemos un giro, obtendremos un momento, M, constante. Cuando alcance un determinado valor, momento crítico MCR, función de la rigidez de la piel y de las propiedades del adhesivo, se producirá el despegue de la piel por rotura del adhesivo, predominantemente en modo I.
El despegue no supone ningún problema y se produce siempre que el radio del tambor sea distinto del crítico (que es función de la rigidez de las láminas y de las propiedades del adhesivo). Si el radio del tambor es superior al crítico, el patrón de despegue se mantiene constante durante el proceso de pelado y no ocurriendo así, si es inferior al crítico. Por otro lado, conviene también un radio de tambor grande para así minimizar las tensiones de flexión que se originarían en la piel liada. En base a lo anterior y a la realización de un estudio paramétrico para los valores de rigidez y de propiedades de adhesivos, se consideró que el diámetro de tambor más adecuado fuese superior 150 mm adoptándose 190 mm [7].
4 Cálculo de GC
Siempre que el patrón de despegue se mantenga durante el ensayo no se necesita medir la grieta, ya que lo que se enrolla es lo que aumenta la grieta.
Para determinar GC es necesario un análisis mecánico en detalle del equipo planteado (Fig. 5). Con este nuevo dispositivo el aumento de la grieta corresponde al tramo de probeta que se enrolla en el tambor.
|
|
(4) |
|
|
(5) |
|
|
(6) |
Donde RL es el radio total de liado. La energía interna necesaria para el pelado es:
|
|
(7) |

El subíndice d corresponde al pelado más liado (debonding), mientras el subíndice w corresponde al liado (winding).
Sustituyendo las ecuaciones (5) y (7) en (4) el valor de GC viene dado por:
|
|
(8) |
5 Procedimiento del ensayo HDP
Para utilizar el Horizontal Drum Peel se emplean probetas de 25 mm de ancho (b) con una zona no pegada, usualmente se emplea una lámina desmoldeante, de al menos 100 mm y una zona con adhesivo de 150 mm como mínimo. El procedimiento se realiza en un solo ensayo, obteniendo el momento torsor frente al desplazamiento en todo momento. Se consigue el momento de liado (Mw) en el primer tramo de probeta y, en el segundo, donde se encuentra el adhesivo, se halla el momento de pelado+liado (Md). El HDP_01 impone un giro y tiene un desplazamiento libre. Se realiza el ensayo a una velocidad de 60 mm/min. Se mide el ancho y el espesor de la probeta y se calcula GC.

El equipo es totalmente autónomo y se fija a cualquier superficie con unas ventosas en los extremos del dispositivo. Se puede regular la altura para adecuarse lo mejor posible a las irregularidades u obstáculos que se encuentren alrededor de la probeta que se quiera ensayar. El sistema consta de un software de control de Lab-View para el procesamiento de datos.
6 Resultados experimentales
Para evaluar la validez del dispositivo final se comparan resultados obtenidos con el Climbing Drum Peel y el Horizontal Drum Peel. Se ha seguido la norma EN2243- 3 [8] para realizar el Climbing Drum Peel. Se emplean cinta a 0º y un tejido a 45⁰ para la comparación de resultados. Los datos de la cinta son:
| Lámina a pelar | Adhesivo | |||||||||
| E11 | E22 | ν12 | G12 | Orient. | Esp. (t) | σadm | τadm | σadm | G1c | G2c |
| 135 GPa | 10 GPa | 0,3 | 5 GPa | [0]2 | 0,5 mm | 1800 MPa | 40 MPa | 6 MPa | 600 J/m2 | 1200 J/m2 |
Los resultados obtenidos para la cinta son:
| Climbing Drum Peel | Horizontal Drum Peel | |||||||||||
| Probeta | b (mm) | t (mm) | Fd (N) | Fw (N) | GC (J/m2) | b (mm) | t (mm) | Md (Nm) | Mw (Nm) | GC (J/m2) | ||
| 1 | 25,14 | 0,58 | 198,2 | 145,0 | 557,6 | 25,18 | 0,52 | 1,94 | 0,51 | 598,5 | ||
| 2 | 25,27 | 0,60 | 201,3 | 143,8 | 598,3 | 25,18 | 0,53 | 2,09 | 0,48 | 671,6 | ||
| 3 | 25,19 | 0,60 | 206,5 | 143,8 | 654,5 | 25,28 | 0,56 | 1,84 | 0,52 | 549,5 | ||
| 4 | 25,18 | 0,58 | 198,5 | 143,1 | 579,2 | 25,18 | 0,56 | 1,97 | 0,54 | 598,6 | ||
| 5 | 25,15 | 0,55 | 203,1 | 141,7 | 642,8 | 25,34 | 0,55 | 1,86 | 0,49 | 568,5 | ||
| Valor Medio | 606,5 | Valor Medio | 597,3 | |||||||||
| CV (%) | 6,8 | CV (%) | 7,8 | |||||||||
A continuación se exponen las gráficas Fuerza-Longitud de pelado obtenida del ensayo Climbing Drum Peel y Momento-Longitud de Pelado del ensayo Horizontal Drum Peel para la probeta 1:

Para el tejido se procede de manera similar. Los datos nominales del material son:
| Lámina a pelar | Adhesivo | |||||||||
| E11= E22 | ν12 | G12 | Orient. | Esp. (t) | Ex | σadm | τadm | σadm | G1c | G2c |
| 66 GPa | 0,05 | 4,5 GPa | [45]2 | 0,75 mm | 17 GPa | 76 MPa | 40 MPa | 6 MPa | 870 J/m2 | >2000 J/m2 |
Para una mejor comparación de resultados, la misma probeta se ensaya mediante pelado vertical (no pelando totalmente la probeta) y posteriormente mediante el pelado horizontal. Los resultados obtenidos son:
| Climbing Drum Peel | Horizontal Drum Peel | |||||||||
| Probeta | b (mm) | t (mm) | Fd (N) | Fw (N) | Gc (J/m2) | Md (Nm) | Mw (Nm) | GC (J/m2) | ||
| 1 | 25,14 | 0,58 | 229,9 | 133,1 | 931,9 | 2,52 | 0,29 | 919,5 | ||
| 2 | 25,27 | 0,60 | 221,1 | 132,4 | 861,2 | 2,85 | 0,49 | 980,7 | ||
| 3 | 25,19 | 0,60 | 232,1 | 131,3 | 975,9 | 2,28 | 0,06 | 918,7 | ||
| 4 | 25,18 | 0,58 | 227,3 | 131,4 | 937,6 | 2,49 | 0,10 | 996,8 | ||
| 5 | 25,15 | 0,55 | 230,0 | 132,1 | 956,4 | 2,51 | 0,18 | 972,5 | ||
| Valor Medio | 932,6 | Valor Medio | 957,6 | |||||||
| CV (%) | 4,7 | CV (%) | 3,8 | |||||||
Se muestran a continuación las gráficas obtenidas para la probeta 1:


7 Conclusiones
Las conclusiones más relevantes son:
- Los resultados obtenidos con el HDP_01 son totalmente comparables con los obtenidos con el Climbing Drum Peel, lo que nos permite asegurar que el nuevo dispositivo nos proporciona un buen valor de GC.
- El equipo es totalmente autónomo y tiene capacidad para adaptarse sobre la pieza real y llevar a cabo el ensayo “in situ”.
- La separación de la probeta del tambor que se produce durante los ensayos, se mantiene constante durante todo el pelado, lo que permite calcular GC sin necesidad de medir la longitud de grieta.
Agradecimientos
A la Cátedra AIRBUS GROUP de la Universidad de Sevilla por el patrocinio otorgado a esta investigación experimental.
Referencias
[1] AITM 1-0005.” Fibre reinforced plastics - Determination of interlaminar fracture toughness energy - Mode I - G1c”.
[2] AITM 1-0053.”Carbon fiber reinforced plastics. Determination of fracture toughness energy of bonded joints. Mode I. GIC test”.
[3] ADAMS, Dan; Zack BLUTH y Ryan BRAEGGER, 2013. “Development and Evaluation of Fracture Mechanics Test Methods for Sandwich Composites”. Technical Review, University of Utah. Disponible en: http://www.niar.wichita.edu/coe/cecam/Development_and_Evaluation_of_Fracture_Mechanics_Test_Methods_for_Sandwich_Composites-Adams.pdf
[4] BLACKMAN, Bamber R.K. y Anthony J. KINLOCH, 2003. “Protocol for the Determination of the Mode I Adhesive Fracture Energy, GIC, of Structural Adhesives using the Double Cantilever Beam (DCB) and Tapered Double Cantilever Beam (TDCB) Specimens”. Engineering Fracture Mechanics, 70(2):233-248, Versión 00-08. Disponible en: 10.1016/S0013-7944(02)00031-0
[5] DAGHIA, F. y F. CLUZEL, 2015. “The Climbing Drum Peel Test: An alternative to the Double Cantilever Beam for the determination of fracture toughness of monolithic laminates”. Elsevier, Composites: Part A no78, pg. 70–83. Disponible en: 10.1016/j.compositesa.2015.07.010
[6] NETTLES, Alan T; Elizabeth D. GREGORY y Justin R. JACKSON, 2007. “Using the Climbing Drum Peel (CDP) Test to Obtain a GIC value for Core/Facesheet Bonds”. Journal of Composite Materials [en línea], 41(24):2863-2876. Disponible en: 10.1177/0021998307079974
[7] A. Estefani, Luis Távara, A. Blázquez, J. Cañas, y F. París. “Ensayos numéricos de uniones adhesivas composite-composite para la determinación de la tenacidad a la fractura”. MATCOMP 17.
[8] CEN. 2005. “EN2243-3 (norma ICS 49.025.50)”; Aerospace series – Non-metallic materials – Structural adhesives – Test method – Part 3: Peeling test metal-honeycomb core. Bruselas.
Document information

Published on 14/04/19
Accepted on 14/04/19
Submitted on 14/04/19
Volume 03 - Comunicaciones Matcomp17 (2019), Issue Núm. 2 - Aplicaciones, uniones y reparaciones de los materiales compuestos, 2019
DOI: 10.23967/r.matcomp.2019.04.014
Licence: Other
Share this document

{kind=link}
claim authorship
Are you one of the authors of this document?